Standard Disc Springs Manufacturing Process
At present, according to DIN 2093 and (GB/T 1972-2005) standard, disc spring manufacturing process for the thickness is divided into three categories:
The first kind of: thickness t < 1.25 mm, punching, cold forming, To wear away Angle
The second type: 1.25 mm ≤ thickness ≤6 mm, punching, cold forming, inside outside diameter processing to Grinding flat or excellent punching, cold forming, remove the edge of angle
Third class: 6 mm ≤ thickness ≤16 mm, casting embryos, surface all processing to Grinding flat and punching, cold forming, inside outside diameter processing to acute Angle or fine punching, torsion spring cold forming, constant force spring acute Angle.
According to DIN2093 and (GB/T 1972-2005) standard, the manufacturing methods of disc spring as following:
Methods 1: excellent punching, inside outside diameter precision processed into required size (High-grade)
Method 2, excellent punching, then use rolling grinding and remove part of impact groove and acute Angle (Medium-grade)
But on the market at present, still have one of Worst class disc spring, its not only violated the DIN2093 and (GB/T 1972-2005) of the provisions of the standard, also do not conform to the disc spring quality requirements. Manufacturing method is simple punching, rolling grinding remove sharp Angle.
Note, this kind of product is suitable only for use in steady state . or must go through strict test, the technology can be used for the dynamic situation after approval.
The difference of the manufacturing process
When Punching,disc spring impact surface will produce Small ditch lines .
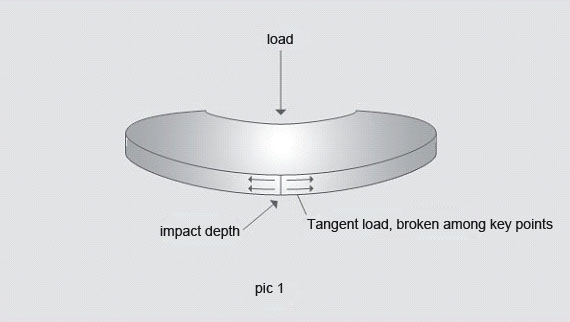
When loading,The outer edge of the disc spring will produce a series of tangential tensile stress.as figure 1 showing:
The disc spring according to the first methods of process, precision machining of the inner and outer diameter is no small vertical ditch lines, only horizontal sewing pattern, and the direction of tensile strength (the tangent direction), the rupture disc spring almost never happens.
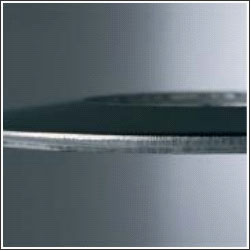
Precision machining differences:
the surface go through precision processing , longitudinal grooves completely removed, the direction of sewing patterns is consistent with the main tension direction, did not occur in the risk of rupture

Excellent punching differences:
punching, small vertical grooves cross over the direction of tangent tension, resulting in the notch effect (Figure 1)
Scroll before grinding
Roll grinding, clearing parts of the vertical groove lines, the surface is smooth

Rolling after grinding
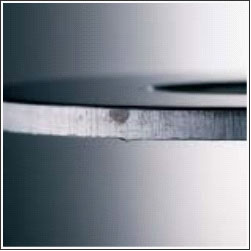
Ordinary punching the difference:
longitudinal rill cross over the direction of the tangential force, resulting in a large notch effects, in dynamic occasions, not recommended to use because the working life is short